 Вход
Вход

 Регистрация
Регистрация Помощь
Помощь







 ... Решение попробовать пришло после осознания того, что джерк намного больше воблера, что может позволить сделать полностью готовые для отливки формы. Для воблеров такая технология немного сложновата - слишком мелки детали... Второй несомненный плюс, это конечно относительная крепость материала и его полная негигроскопичность. Пока сам ничего толкового из дерева не настругал - поэтому копировал BJ, купить плавающую версию бастер джерка в Москве проблематично, а огрузить копию можно по разному. Итак приступим!
... Решение попробовать пришло после осознания того, что джерк намного больше воблера, что может позволить сделать полностью готовые для отливки формы. Для воблеров такая технология немного сложновата - слишком мелки детали... Второй несомненный плюс, это конечно относительная крепость материала и его полная негигроскопичность. Пока сам ничего толкового из дерева не настругал - поэтому копировал BJ, купить плавающую версию бастер джерка в Москве проблематично, а огрузить копию можно по разному. Итак приступим! Изготовление джеркбейта литьем полимеров в силиконовую форму. Часть 1
Изготовление силиконовых форм.
Внимание! Все дальнейшие советы даются только для копирования "для собственных нужд", т.е. не для извлечения какой-либо коммерческой выгоды от массового производства и продажи, так как многие вещи запатентованы и их копирование можно назвать незаконной подделкой...
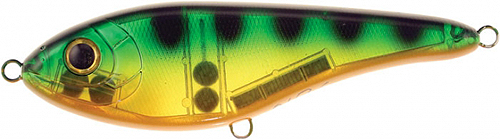
Естественно мы будем делать спиннинговую приманку, а именно копию известного джеркбейта Buster Jerk от Strike Pro.
Данные приманки могут быть различно огружены и соответственно иметь разную степень плавучести - т.е. быть плавающими, суспендерами (с нейтральной плавучестью) и тонущими, также возможны различные вариации, например "медленно тонущий", "быстро всплывающий" и.т.п.
Для возможности создания различных по огрузке приманок, конструкция сделана универсальной.
Наша приманка будет состоять из двух зеркальных половинок, отлитых из самого доступного полимера - эпоксидной смолы ЭДП. Смола будет заливаться в силиконовые формы. Для изготовления форм подойдет наиболее распространенный силиконовый герметик "Момент". Я использовал "универсальный" белого цвета. При склеивании половинок, в них будут вставляться кольца и огрузка. Плавучесть будет обеспечиваться воздухом, находящимся во внутренних полостях.
Для обеспечения ровного и аккуратного стыка, формы должны соединяться ровно по центру приманки (рис.1)
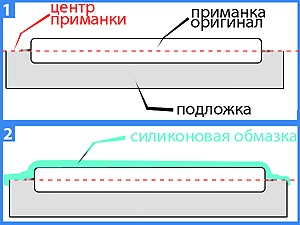
Для обеспечения точности, при снятии первой силиконовой формы (рис. 2), приманку со снятыми крючками и кольцами нужно уложить в "постель" (подложку) из гипса, алебастра или пластилина. Для этого хорошо подходит пластиковая упаковка от самой приманки или другая подходящая по размеру.
Берем упаковку и располагаем в ней копируемую приманку на пластилиновых цилиндриках, стараясь придать строго горизонтальное положение.

Расположив приманку разводим гипс или алебастр до состояния жидкой сметаны и заливаем в форму чуть выше середины приманки.


Примерно через 15 минут, когда гипс уже "схватился", но еще не окончательно застыл, берем деревянную зубочистку и аккуратно счищаем излишки гипса по периметру приманки, строго придерживаясь центру (ориентируемся по кольцам). Затем дизайнерским ножом срезаем излишки со всей остальной плоскости, стараясь сделать ее как можно более ровной (не "гладенькой" а именно ровной, т.е. без волн, выпуклостей и впадин). Это один из самых ответственных моментов!
Разбираем всю "конструкцию", выковыриваем пластилин и пальцем выдавливаем приманку из гипса через образовавшиеся отверстия.

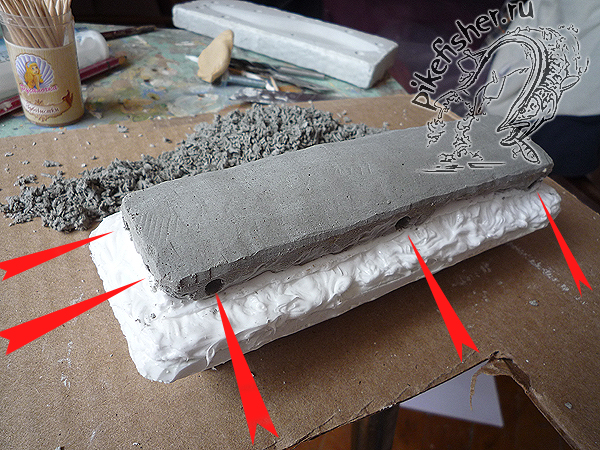
Берем подходящее сверло (примерный Ф 0.5 см) и рукой сверлим неглубокие выемки - замки (выделены красными стрелками). Они нужны для последующей точной ориентации половинок формы. Далее нам предстоит изготовление формы из силикона. Силикон имеет отличную адгезию (липнет) к пластику, и во избежание порчи модели, ее и гипсовую подложку нужно покрыть разделительным слоем. Для разделительного слоя отлично подходит "Фейри". Фейри наносим кисточкой и ждем пока он полностью высохнет. На гипс можно нанести 2-3 слоя - сначала сильно впитывается.

Далее берем силиконовый геметик и выдавливая понемногу, с помощью деревянной зубочистки, постепенно, не торопясь и ОЧЕНЬ АККУРАТНО наносим силикон на модель и подложку, тщательно заполняя все впадинки, и щелочки. Это чистовой слой, исправить в нем "раковины" после полимеризации почти невозможно.

Даем хорошенько застыть первому слою, а затем наносим второй, третий и при необходимости четвертый. Примерно 12 часов уходит на полную полимеризацию среднего (3-4мм) слоя. Не накладывайте слои толще 3-4 мм, такой слой будет сохнуть очень долго - быстрее будет сделать несколько более тонких. Общая толщина силиконовой формы должна получиться не меньше 5-7 мм. Когда необходимая толщина будет достигнута, не спешите все разобрать - сначала силиконовую форму нужно укрепить. Укреплять форму будем тем же гипсом для заливки которого соорудим опалубку из картона соединенного силиконом.

Заливаем в опалубку гипс, толщина гипсового каркаса около 1 см.

Когда гипс застынет, убираем картон и сверлим в торцах сверлом Ф0.5 см выемки (красными стрелками). Эти выемки нужны для более надежной фиксации силикона к гипсу (адгезия у них нулевая).
Финально все замазываем по периметру силиконом, скрепляя таким образом силиконовую форму с гипсовым "упрочнителем". Выемки заполняем особенно аккуратно.

Теперь можно все разобрать и выкинуть гипсовую подложку, она больше не нужна. Модель можно вынуть из формы (любопытно ведь...
) и полюбоваться результатами своего труда.Теперь дальше.
Модель помещаем обратно в форму,а далее повторяем все, что уже делали - покрываем все разделительным слоем, в несколько слоев наносим силикон, делаем опалубку, заливаем гипс, сверлим, замазываем. Так у нас получается вторая половинка формы, идеально состыкованная с первой.
УРА, половина дела сделана!

Модель, в нашем случае приманка, нам больше не нужна - можно навесить крючки и юзать как ни в чем не бывало...
А мы будем делать половинки форм, образующих внутреннюю конструкцию будущего джеркбейта. На этом этапе нам потребуется компьютер - в фотошопе или любом другом редакторе делаем чертеж внутреннего устройства нашего джерка в натуральную величину. Я просто обвел эту фотографию прозрачного бастер джерка.
Распечатываем наш чертеж на принтере и вырезаем его.
Проверяем масштабность.
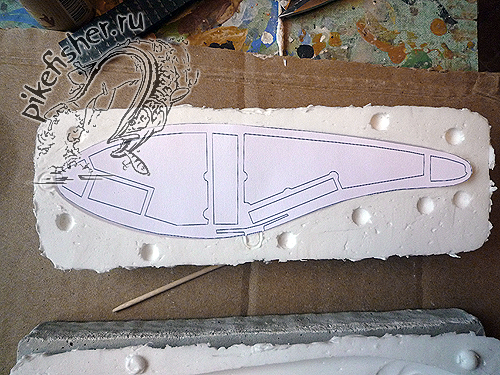
Вырезаем из подходящего ровного куска оргстекла основание и приклеиваем на него вырезанные из "пенки" туристического коврика будущие внутренние полости. На данном этапе я внес небольшое изменение - сформировал дополнительную полость для вклейки брюшного колечка (показана красной стрелкой) Толщину пенки нужно уменьшить так, чтобы толщина внешних стенок конечной отливки была достаточной. У меня "пенка" получилась около 4мм.

Наклеив "пенку" с одной стороны, красим ее кисточкой и пока она не высохла прикладываем к другому куску "пенки" - так получаем зеркальное отражение внутренностей нашей будущей приманки.
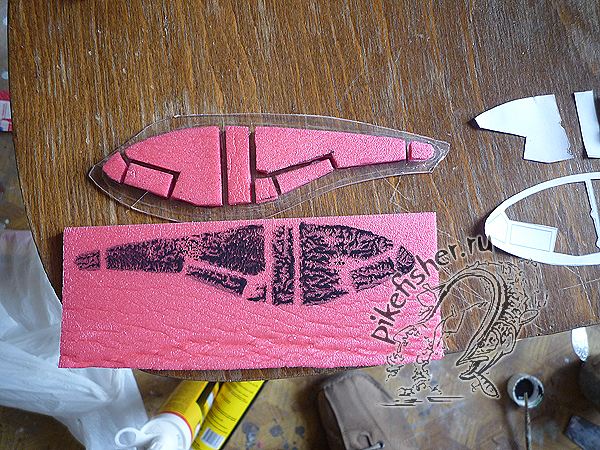
Вырезаем, приклеиваем на другую сторону. Теперь понятно почему на оргстекло?
Получаем симметричный каркас внутренних полостей.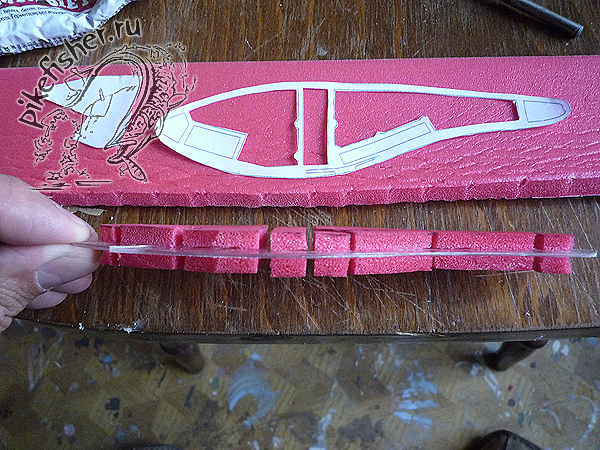
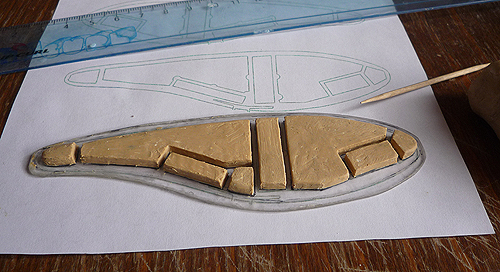
А вот дальше один из самых противных, сложных и ответственных моментов во всем процессе! Берем одну из готовых силиконовых форм и заливаем туда гипс/алебастр. Пока он жидкий, вдавливаем наш внутренний каркас строго следя за точностью положения. Я нарисовал фломастером края оргстекла и ориентировался по ним, но не очень - гипс, вытекая, дико мешается и из-за него ничего не видно - все в гипсе... Короче, основная задача на этом этапе, обеспечить абсолютно центрированное положение каркаса в форме. Только тогда стенки приманки будут одной толщины.

Вынимаем отливку сначала из силиконовой формы, потом вынимаем каркас. Получается вот такая штуковина!

http://img0.liveinte...ka_polostey.jpg
Почти готовая половинка джеркбейта, только из гипса!
 Аккуратно выковыриваем "пенку" из полостей, подчищаем облой деревянной зубочисткой. Даем высохнуть. Получаем гипсовую модель готового изделия, точнее одну половинку только!
Аккуратно выковыриваем "пенку" из полостей, подчищаем облой деревянной зубочисткой. Даем высохнуть. Получаем гипсовую модель готового изделия, точнее одну половинку только!  ...
...http://img0.liveinte...a_poluforma.jpg
Таким же образом делаем вторую половинку.
http://img1.liveinte...m_k_obmazke.jpg
Берем обе половинки и стыкуем их относительно друг друга, стык по возможности должен быть идеальным. Подшкуриваем если это не так...
http://img0.liveinte...ka_poluform.jpg
Ну а дальше все относительно просто и быстро - помещаем получившиеся модели обратно в формы, хорошенько промазываем Фейри, создавая разделительный слой.
http://img1.liveinte...ed_obmazkoy.jpg
Тщательно и очень аккуратно, стараясь не допускать попадания воздуха в уголках полостей, промазываем первым слоем силикона.
http://img0.liveinte...a_poluforma.jpg
Потом вторым, третьим..., делаем опалубку, заливаем гипс, сверлим, обмазываем - делаем все тоже, что уже делали...
http://img1.liveinte...lya_zalivki.jpg
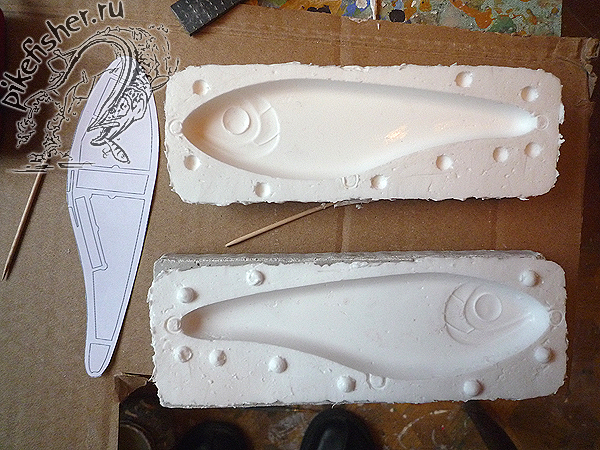
И в итоге получаем 2 парные зеркальные формы, полностью готовые для мелкосерийной отливки готовых изделий из компаундов.

http://img0.liveinte...ovaya_forma.jpg
Читая многабукф, может показаться, что данный процесс чрезвычайно сложный и очень долгий, но это не так. За неделю я сделал формы с трех разных приманок, тратя на процесс по часу-полтора в день. Больше потратить и не получится - силикон должен полимеризоваться...
Стоит отметить, что для придания гипсовым/алебастровым частям формы дополнительной твердости, нужно пропитать их эпоксидкой разжиженной ацетоном или керосином, но со смолой мы будем возиться в следующем посте - там и напишу про это.
© 2009 pikefisher.ru
 Наверх
Наверх








 Наверх
Наверх К списку форумов
К списку форумов Очистить cookies
Очистить cookies Отметить все сообщения прочитанными
Отметить все сообщения прочитанными Skin by IPBForumSkins
Skin by IPBForumSkins{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}